 axle housingYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
axle housingYongxing foundry is a collection of casting, machining large-scale foundry enterprises... spring baseYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
spring baseYongxing foundry is a collection of casting, machining large-scale foundry enterprises... cylinder bodyYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
cylinder bodyYongxing foundry is a collection of casting, machining large-scale foundry enterprises...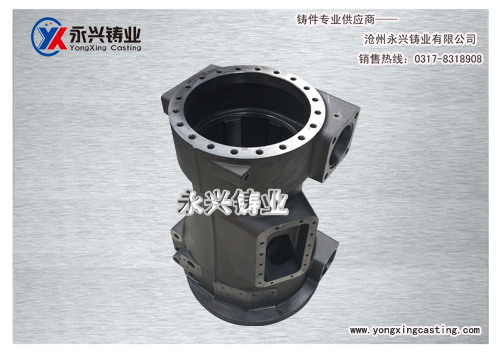 cylinder cover Compress castingCasting process:, resin sand, precoated sand Machining : turning/ mill/drill/bore/grin...
cylinder cover Compress castingCasting process:, resin sand, precoated sand Machining : turning/ mill/drill/bore/grin... valve coverYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
valve coverYongxing foundry is a collection of casting, machining large-scale foundry enterprises... service elevator main rope sheaveYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
service elevator main rope sheaveYongxing foundry is a collection of casting, machining large-scale foundry enterprises... pump body castingYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
pump body castingYongxing foundry is a collection of casting, machining large-scale foundry enterprises...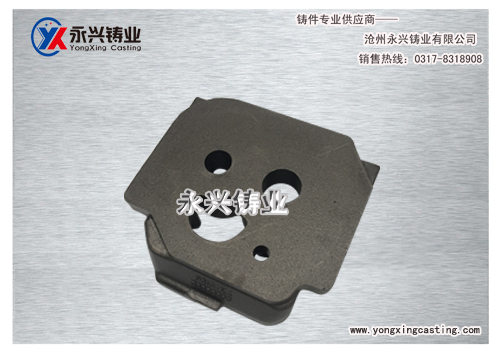 flangeYongxing foundry is a collection of casting, machining large-scale foundry enterprises...
flangeYongxing foundry is a collection of casting, machining large-scale foundry enterprises...Once the surface of the casting is loose, shrinkage is a waste. Loose first may be caused by the irrational structure. Sparse. Loose, shrinkage and shrinkage as produce a thick wall. In large regions, even in the concave part, because it is for cooling through the corresponding mold convex part or core, so the poor heat dissipation, slow solidification. To have 30. Or 60 "or 90 angle Y type test and contrast test showed that the block nook outside the shrinkage hole, shrinkage decreases at the same time decreased with angle increases, and the increase of osteoporosis. To design a reasonable structure is one of the important conditions to obtain the compact castings. But for a casting; the architect design is the first to consider the use of requirements; second is the rationality of technology. In particular, the machine tool castings and engine castings more complicated shape, the structure of the process is difficult to ensure the rationality of.
Repair of defect of gray iron castings
Through the repair of several traditional welding repair process in the defects of the machine tool castings, the reasons for the poor repair results of the machine tool castings are analyzed. Through the research on the repairing result of the casting defect repair machine in the machine tool castings, it is confirmed that the new technology and the process of repairing the machine tool castings is indeed feasible. The casting defect repair machine to repair the defects of casting, casting in the repair process, no heating, no deformation, no crack, weld metal density, no hard points and no annealing phenomenon, can be any mechanical processing. Material selection is not restricted by the material, through the choice of different materials, can achieve the welding repair point of the performance, color and the unity of the mother. Reinforcing material and parent material for metallurgical bonding, combined with high strength, will not produce off welding repair quality in line with the quality of casting product quality inspection standards, is worth popularizing widely. But the process of casting defect repair machine welding repair for a range of 1.5- with 1.2mm welding melting point repeatedly stacking, in large area defect repair process, repair efficiency is the only factor that restricts its wide application. For the large defects of machine tool castings, the composite application of traditional welding repair process and casting defect repair machine is recommended.
 Address: No. 3 Road Development Zone of Botou City, Hebei province China
Address: No. 3 Road Development Zone of Botou City, Hebei province China